
Table of Contents
Introduction (Reader’s Guide)
Copy turning on small parts, slender shafts, and tiny inner bores lives at the intersection of low cutting forces, fragile setups, and unforgiving surface specs. The WL17/WL25 expansion targets exactly these constraints: micro-geometry control, rigid and compact clamping, and grades that run cool and clean on steels, stainless, and aluminums. If you’re chasing stable roughness with predictable size in a Swiss cell—or fighting chatter on thin walls—this guide lays out how to get there and stay there.
The Challenges of Small-Part Turning
The paradox of low forces—and high chatter risk
On sliding-headstock machines and miniature workpieces, we reduce contact and chip load to protect thin sections and avoid deflection. Ironically, too-low chip thickness invites rubbing, heat, and regenerative chatter. The small tool nose radius that protects form control also narrows the stability lobe. WL17/WL25’s compact overhang and guided clamping help, but process parameters and toolpath shape must share the load.
Chip control, size consistency, and fast tip wear
At miniature feeds, chip curling can collapse, producing stringers that re-contact the surface and mark the finish. Micro-notching at the nose accelerates diameter drift. The result is scatter in both Ra and size as edges degrade. Reliable chipformers and repeatable quick-change interfaces are essential to keep the process inside Cp/Cpk targets during long unmanned runs.

WL17/WL25 System—What’s Inside and Why It Works
Insert geometries: MP4 / MM4 / FP4—chip control vs. sharpness
MP4: Balanced chipbreaker for mild to medium feeds where you need consistent curling and evacuation on steels and many stainless grades. Good generalist for copy motions (arcs/fillets) without overloading the nose.
MM4: Slightly more open edge and finesse on the lead-in/lead-out, tuned for finishing and micro-profiling at low-to-very-low feeds. Helps keep chip thickness above the rubbing threshold while avoiding burrs in free-machining alloys.
FP4: The most free-cutting of the trio, optimized for ultra-low feed finishing, tiny radii, and small I.D. contours where edge pressure must be minimized. Particularly useful on thin-walled tubing or when chasing sub-Ra 0.4 μm targets.
The trio maps neatly across the typical Swiss cell: use MP4 for stable semi-finishing, MM4 as the default finishing chipformer, and FP4 for the toughest micro-finish sections or critical fillets.
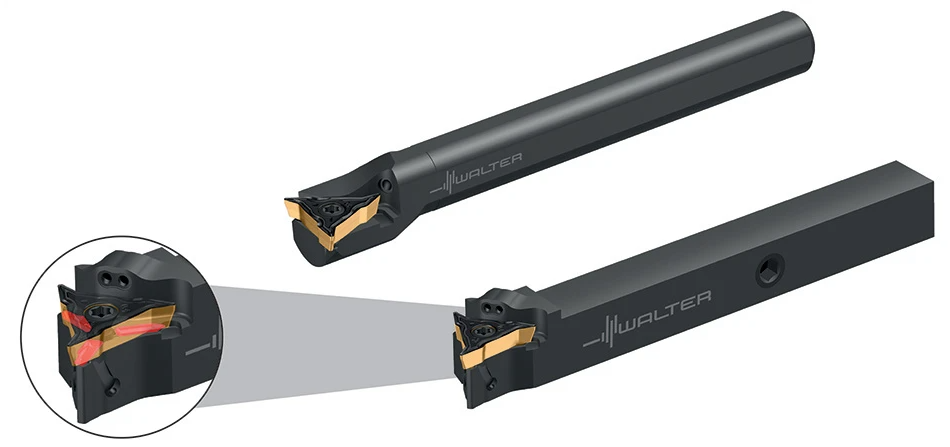
Clamping & interfaces: right/left hand, square shank, Capto C3/C4
WL17/WL25 holders are built for short gauge lengths and positive support close to the cutting edge. Choose right or left per spindle orientation and turret layout to keep the cutting forces pushing into the strongest direction of the block. For modularity and ultra-rigid quick change, Capto C3/C4 shrinks overhang and improves repeatability after tool changes—critical when you cannot afford to probe and re-touch every 30 minutes. Square shanks remain relevant for simple blocks or where Capto stations are scarce; just keep the stickout minimal and align jet coolant precisely.
Grade strategy: WPP / WKP / WSP + Tiger·tec® Gold
WPP (steel): High wear resistance and hot hardness; pair with MP4 or MM4 when profiling medium-carbon steels and 42CrMo.
WKP (stainless to hard steels): Toughness-biased for edge security in intermittent contact and small R’s; fits MM4/FP4 finishing passes.
WSP (stainless & duplex): For austenitic and ferritics where adhesion and notch wear dominate.
Tiger·tec® Gold: Coating platform offering low friction, thermal stability, and clean wear scars—particularly helpful at the tiny chip loads typical of WL17/WL25 finishing. In practice, it keeps the nose alive longer before micro-chipping triggers size drift.
Scene-Based Applications
Swiss-type profile copying with chamfers/fillets
On sliding-headstock machines, most profiles combine short, blended arcs and controlled ramp-ins. WL17/WL25 shines by allowing small, repeatable nose radii with chipformers that still break strands at microscopic feeds. Use MP4 for base profiling, switch to MM4/FP4 for cosmetic fillets and final skims. Add a micro-chamfer tool for burr-proof exits on shoulders.
Small-diameter I.D. copy (bore diameter & R control)
Inside bores, chip evacuation, coolant direction, and path clearance are make-or-break. WL17/WL25’s compact heads and slender shanks reduce wall interference and vibration. Keep nose R aligned with drawing fillets—too big, you’ll facet; too small, you’ll overheat the edge. For tiny R’s, use FP4 and lower Vc with a slightly higher fn to maintain chip thickness.
Thin-wall & easy-to-deform parts (light cutting paths)
Shift the trajectory to constant-engagement arcs, avoid hard cornering, and adopt low radial immersion so the shell isn’t forced open. WL17/WL25 holders + K cooling (if available) stabilize the nose, letting you sneak up on the print without killing the edge. Program “erase passes”—light, constant-feed blends to erase the previous pass’s pattern.
Parameters & Path Design
The goal is positive chip thickness (to avoid rubbing) without tipping the system into chatter. Use the system rigidity (holder + interface), coolant, and geometry to widen the safe window.
Starting Windows by Material Group (Swiss / Small-Part Copy Turning)
Material Group | ap (mm) | fn (mm/rev) | Vc (m/min) | Entry/Exit Strategy |
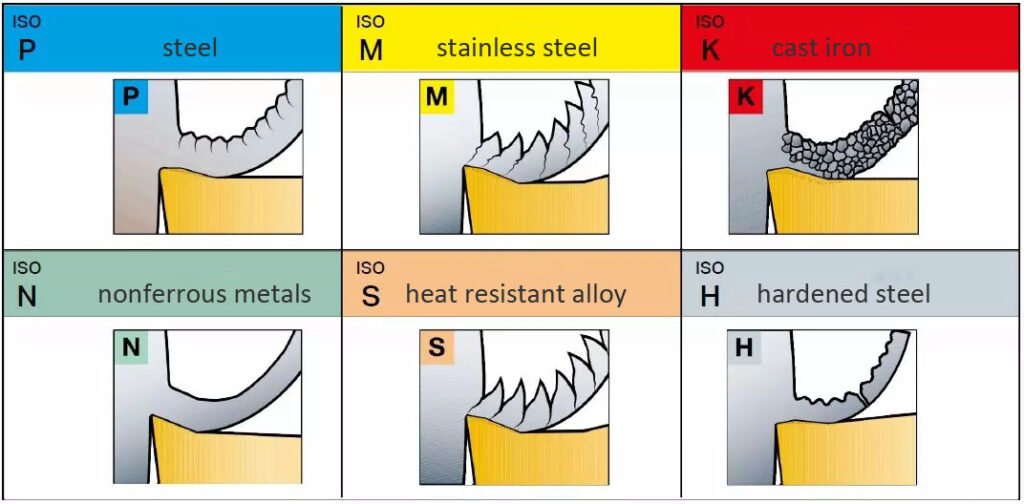
P – Steels (e.g., 1045, 42CrMo) | 0.05–0.25 | 0.02–0.10 | 120–220 | Arc-in 30–60°, blend-out with short radius; avoid dwell |
M – Stainless (304/316) | 0.04–0.18 | 0.015–0.08 | 90–170 | Gentle ramp-in; keep constant feed; no dry dwells |
K – Cast irons | 0.06–0.20 | 0.02–0.10 | 140–240 | Direct entry ok; maintain steady feed; manage dust extraction |
N – Aluminum & Cu alloys | 0.04–0.22 | 0.02–0.12 | 250–450 | Quick lead-in; watch BUE; polished chipformer preferred |
Guidance:
For MP4, target the middle of the ranges.
For MM4, reduce ap slightly, keep fn mid-high to avoid rubbing.
For FP4, pick the lower Vc, sustain fn enough to form a chip (don’t “polish”).
Use a finish allowance of 0.02–0.05 mm for an erase pass.
Swiss-machine constraints—minimum stickout, nose radius, ap limits
Minimum stickout: Keep tool overhang as short as the holder allows; each extra millimeter magnifies chatter.
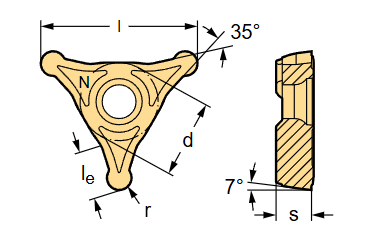
Nose radius selection: Choose the smallest R that still meets Ra without forcing micro-faceting. Typical: R0.1–R0.2 for cosmetic surfaces, R0.4 when stability allows.
ap limitation: On thin walls, cap ap so the radial load doesn’t open the shell; if you see springback marks, lower ap and keep fn.
Path design essentials
Prioritize constant-engagement arcs over straight plunge + corner.
Use smoothing in CAM to avoid velocity spikes.
If chatter bands appear, increase fn slightly while reducing Vc—rubbing is the usual culprit on tiny passes.
Walter technical compendium holemaking 2025
Surface Quality & Size Consistency
What moves Ra and size?
Nose radius vs. feed per rev: The classic finishing rule still applies—fn should be small relative to nose R to geometrically suppress scallops. But go too small and you slip into rubbing.
Machine thermal drift: Swiss spindles and guide bushings warm up; size creeps. Plan thermal soak, schedule in-cycle checks, and apply compensation.
Edge health: A “sharp-but-secure” edge (MM4/FP4 with Tiger·tec® Gold) preserves the surface longer before micro-chipping shows up as a matte halo or size drift.
Measurement & compensation—keep Cp/Cpk alive
Deploy in-process probes or quick-stop air gauges on critical diameters. Tie readings into SPC and schedule head change or offset updates before the scatter zone. If automation is limited, at least set timed checks per part count based on the first stable run.
Knobs for Surface and Size
Issue | Primary Knob | Secondary Knobs | Typical Adjustment |
Ra too high (clean but coarse) | Increase nose R or lower fn | Slight Vc increase; erase pass | +0.05–0.1 in nose R or −10–20% fn |
Smearing / matte finish | Raise fn to avoid rubbing | Lower Vc; fresh FP4/MM4 edge | +0.01–0.02 mm/rev; −10% Vc |
Diameter drift (growing) | Offset comp or head swap | Reduce Vc; check thermal | −0.01 mm offset; schedule swap earlier |
Chatter bands | Reduce Vc; increase fn | Shorten stickout; arc smoothing | −10–15% Vc; +0.005–0.01 fn |
Comparisons & Alternatives
Versus generic ISO turning tools—roughness and takt time
WL17/WL25 is purpose-built for copy turning on small parts, whereas generic ISO tools chase universality. The compact bodies, sharp chipformers, and repeatable interfaces translate to shorter dial-in and more stable finish at micro-feeds.
Benchmark Snapshot
Metric | Generic ISO Finish Tool | WL17/WL25 (MM4/FP4) |
Setup & re-touch frequency | Higher (more re-zeroing) | Lower (Capto repeatability) |
Stable Ra on R0.2 @ fn 0.025 | Borderline (risk of rubbing) | Consistent (chipformer supports low fn) |
Chip control at tiny feeds | Inconsistent (stringers) | Predictable, shorter chips |
Takt impact | Longer due to tuning | Shorter; faster “green” window |
Quick-change & presetting: line-rate uplift
Pair Capto C3/C4 with off-line presetting to slash changeovers. The ability to drop in a measured assembly and hit size within microns saves probing cycles and supports unattended Swiss shifts.
Risks & Boundaries
Steel vs. stainless vs. aluminum—chipformers and edge security
P (steels): Manage hard inclusions—prefer Tiger·tec® Gold on MP4/MM4; watch for micro-notching on R0.1 tips.
M (stainless): Adhesion risk—bias WSP/WKP, keep fn healthy, and avoid dry rub at the nose.
N (aluminum): BUE risk—select the most free-cutting FP4, ensure polished rake if available, and keep coolant/lube consistent.
Coolant direction—the silent killer of small-ID finishes
Mis-aimed jets cause warm chips to ride the wall, leaving wash marks. Align the nozzle or use through-tool if available. Inside tiny bores, prioritize directed flow that clears the path ahead of the nose.
FAQ
Q1: How can a Swiss machine deliver internal coolant for copy turning?
A: Use holders designed for through-tool coolant (Capto or square-shank variants with IC channels). If unavailable, deploy precision external nozzles directed ahead of the nose—not just at the shank. In small IDs, even 0.5–1.0 L/min properly directed can transform chip flow.
Q2: When does Tiger·tec® Gold beat “generic” grades?
A: Whenever low chip thickness and heat at the nose drive wear. The coating’s low friction and hot hardness prolong the “clean-sharp” phase—especially on stainless and medium-carbon steels in finishing passes.
Q3: My tiny nose-R is chipping—what should I adjust first?
A: Lower Vc, raise fn slightly to maintain chip thickness, and confirm coolant aim. If chipping persists, step to MM4 (more secure edge) or increase nose R one step.
Q4: How do I stop stringy chips in a small I.D.?
A: Move from generic finisher to MM4/FP4, keep fn above the rubbing threshold, and ensure flow clears chips in front of the nose. If needed, program a light chip split via micro-dwell on radius transitions (use sparingly).
Q5: What’s a good “erase pass” setup?
A: Leave 0.02–0.05 mm stock, run fn 0.015–0.03 mm/rev with MM4/FP4, and a modest Vc. Use blended arcs and disable peck-like moves that imprint patterns.
Q6: Can I use WL17/WL25 for hard turning?
A: For mildly hardened steels, yes with the right WKP or comparable grade and conservative parameters. For high hardness (>55 HRC), a ceramic/CBN route is more reliable.

Procurement & Fit-Up
For a robust rollout, standardize WL17/WL25 in your Swiss cell with a two-geometry kit (MM4 + FP4) per common nose-R, plus a generalist MP4 for semi-finishing. Stock Capto C3/C4 bodies (or matched square shanks) in duplicate to enable off-line presetting. Verify coolant-capable versions for I.D. work.
Shank & Capto options:
Square shanks sized to your block; keep the shortest possible stickout.
Capto C3/C4 for fast, repeatable swaps and minimized overhang.
HNCarbide—in-stock equivalents and service:
Equivalent WL17/WL25 copy-turning solutions for P/M/K/N with MP4/MM4/FP4-like chip control.
Lead times: common shanks and inserts typically ex-stock; specials by request.
Support: application review, parameter cards, and SPC ramp-up playbooks.