Table of Contents
Background & Problem Statement
In mid-to-large diameters, solid carbide drills become expensive to purchase, to inventory across many sizes, and to resharpen with consistent gage length. On high-mix lines where changeovers are frequent, every solid drill swap eats setup minutes, risks length variation after regrind, and ties cash into seldom-used sizes. Meanwhile, hole quality (diameter, roundness, cylindricity, position) must remain stable even as diameters and materials change from shift to shift.
The BT 800 bayonet-style exchangeable-head system addresses these pain points by allowing you to reuse the drill body while swapping only the cutting head. The bayonet lock delivers repeatable seating and concentricity, the through-coolant channels stabilize temperature and chip evacuation, and standardized body lengths make it easier to maintain offsets across changeovers—driving better cost per hole and more predictable quality.
Structural Highlights
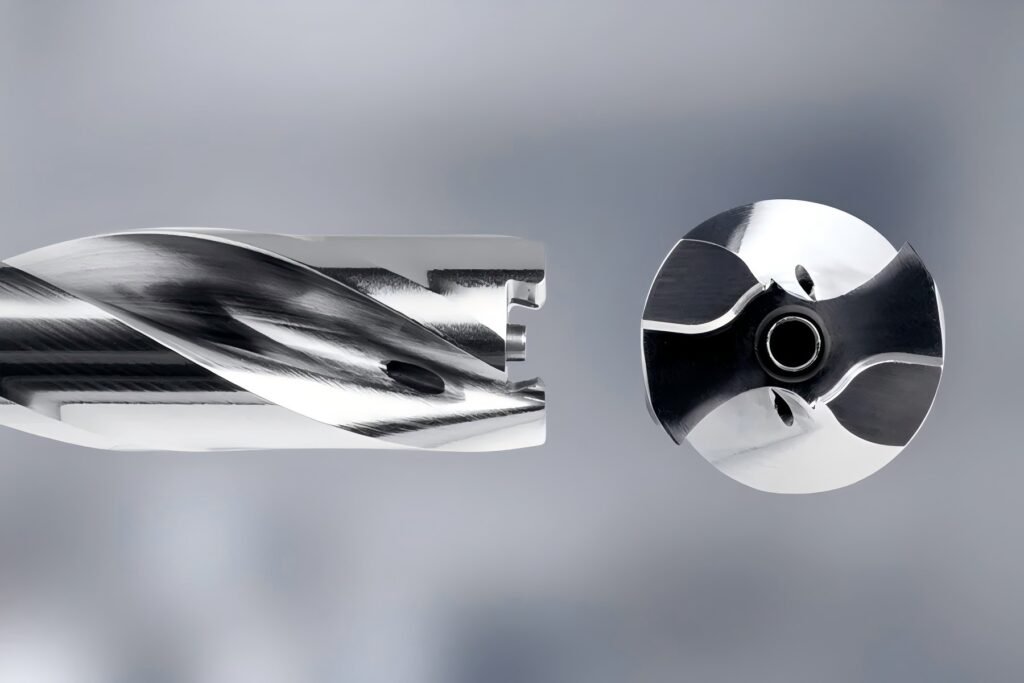
Bayonet Locking: Concentricity & Repeatable Location Accuracy
The BT 800 head slides into the seat and rotates a short bayonet travel to lock against a defined stop. This cam-like motion produces positive axial seating and radial guidance on hardened bearing surfaces. Benefits include:
High repeatability in axial length and runout at the cutting lips, so post-change dimensional offsets are minimal.
Defined clamping torque that resists micro-movement under intermittent load (cross-holes, interrupted entries), keeping the margins from scrubbing the bore.
Sealed interface that helps preserve coolant continuity into the head’s coolant galleries.
Body Reuse: Inventory, Amortization & Standardization
The drill body is the expensive, precision-ground part with internal coolant bores and flutes. By reusing the body and only exchanging the head:
You amortize body cost over multiple heads/diameters within the platform.
You standardize on a small set of body lengths and shank interfaces, streamlining presetting and offset management.
You carry fewer complete tools, yet cover more diameters via heads—shrinking inventory cost and storage complexity.
Chip Evacuation & Internal Coolant for Deep Holes/Tough Materials
Mid-to-large diameters generate more heat and more chip volume. The BT 800’s through-coolant channels drive coolant directly to the wedge and margin zones, improving:
Chip break and evacuation in ductile materials (low-alloy steels, stainless) and deeper holes.
Thermal stability at the margins, which fights blackened hole walls and taper.
Tool life consistency, especially when coolant pressure and cleanliness are controlled.
GUE bt 800 bayonet drilling system
Application Range
Available Diameter / L/D Segments & Material Fit
Diameter sweet spot: Mid-to-large diameters where solid carbide cost and regrind logistics spike—think Ø12–Ø40+ mm (typical platform coverage; select body/head per catalog).
Depth-to-diameter:
Up to 3×D: Forgiving, often fine with emulsion if pressure is decent.
5×D: Through-coolant strongly recommended to avoid chip packing.
>5×D: Validate with coolant pressure, pilot strategy, and step drilling as needed.
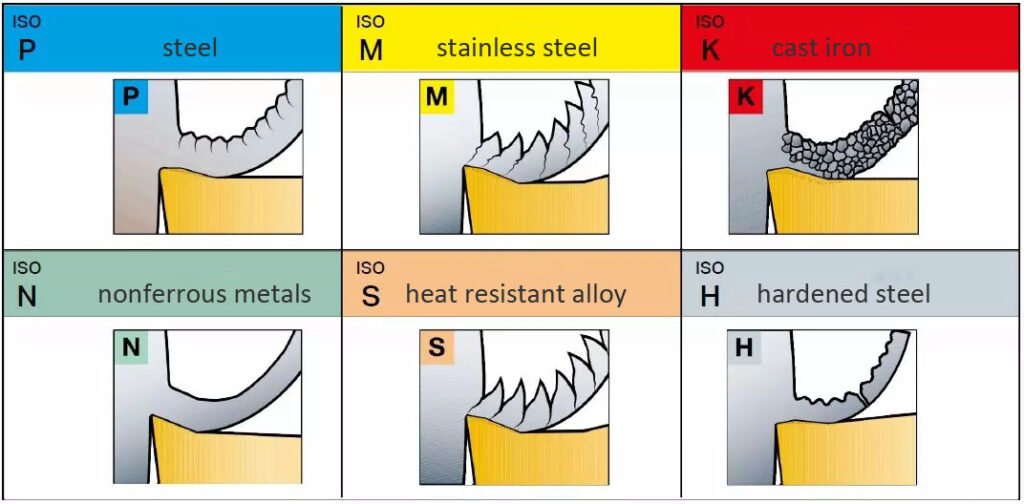
Material families:
Cast iron (K): Naturally short chips; high speed feasible, watch for abrasive wear.
Structural & low-alloy steels (P): Balanced speeds/feeds; chip control depends on sulfur content.
Stainless (M): Lower speeds, sustained feed to avoid rubbing and built-up edge (BUE).
Aluminum (N): High speeds, ensure edge polish to minimize BUE; coolant volume still matters at depth.
Spindle Power & Coolant Pressure Guidance
Spindle power: Large diameters need sufficient torque at modest rpm. Verify your machine’s constant power band and ensure you can hold programmed feed at target chip load.
Coolant pressure:
3×D: ≥ 10–20 bar typically adequate.
5×D: 30–50 bar improves chip evacuation stability.
Blind or gummy materials: Aim higher where possible; cleanliness (filtration) matters as much as pressure.
Parameters & Process Window
Start in the middle of each range, stabilize chip form and temperature, then optimize Vc (surface speed) in 5–10% steps or f (feed per rev) by one increment—not both at once.
Startup Parameters & Coolant Guidance
Material | Vc (m/min) | f (mm/rev) | Hole Depth | Coolant (Pressure/Medium) | Notes |
Cast iron (K) | 120–220 | 0.15–0.30 | ≤ 3×D | 10–20 bar / Emulsion | Dry OK with extraction on some setups; monitor abrasive wear. |
Structural steel (P, C45/42CrMo) | 90–160 | 0.12–0.28 | 3–5×D | 20–40 bar / Emulsion | Keep chip thickness healthy; step drill >5×D. |
Stainless (M, 304/316) | 60–120 | 0.10–0.22 | 3–5×D | 30–50 bar / Rich emulsion | Resist BUE by holding feed; avoid pecking unless essential. |
Aluminum (N, 6082) | 200–350 | 0.18–0.35 | ≤ 5×D | 10–30 bar / Emulsion or MQL | Prioritize clean, directed flow; polished heads preferred. |
Pre-drill, Chamfer & Ream Combination Strategy
Pilot/Pre-drill: For >5×D or hard-to-break chips, pilot at 0.5–0.7× final Ø to stabilize entry and guide the bayonet head.
Chamfer: Add a 45° chamfering step to eliminate exit burrs and reduce blow-out on thin faces—program after breakthrough or via combination tool if available.
Ream: When IT7–IT8 or better is required, leave 0.1–0.3 mm/side stock and follow with a PCD/Carbide reamer. The BT 800 creates a straight, repeatable bore that sets up the reamer for success.
Cost-Per-Piece Casework
The economics of exchangeable heads hinge on body amortization, head price vs. life, and changeover minutes. Below is a practical model to sanity-check the choice vs. solid carbide.
Estimation Model: What to Count
Head price & life (holes/head) — your primary variable.
Body amortization per hole — spread the body cost over its service life (months/years).
Changeover time — head-only swaps are faster than removing a full solid drill; add operator + machine cost per minute.
Scrap/rework rate — instability costs; modular systems often reduce retouch time and scrap after changes.
Coolant condition — higher pressure may increase utility cost but reduces downtime from chip packing.
Cost Snapshot: Exchangeable Head vs. Solid Carbide
Metric | Solid Carbide Drill | BT 800 Exchangeable Head |
Tool price per diameter | High | Body amortized, head cost moderate |
Regrind cycles | 2–4 (variable gage length) | Swap head; constant body length |
Typical changeover | 6–12 min (full tool) | 2–5 min (head swap) |
Offset recovery | Often required after regrind | Minimal; repeatable bayonet seat |
Cost per hole (tooling only) | Higher in high-mix | Lower with body reuse |
Cost per hole (with downtime) | Sensitive to swaps | Reduced through quick changes |
Sample comparison (80k holes/year):
If solid carbide tooling + regrind averages $0.12/hole and changeovers add $0.03/hole, total lands at $0.15/hole.
If BT 800 heads average $0.08/hole, body amortization $0.01/hole, and faster swaps add $0.01/hole, total is $0.10/hole.
Savings: ~33%. Your numbers will vary—plug in your head life, machine rate, and swap minutes.
Sensitivity: Coolant Pressure & Tool-Life Scatter
Lower pressure may degrade chip evacuation in stainless/long holes, causing pecks/dwells and raising cost via time and premature head wear.
Life scatter (due to coolant cleanliness, runout, or fixture) can swing cost per hole by ±10–20%. Stabilize inputs first (filtration, pressure, runout) before finalizing your budget.
Hole Quality & Measurement
Controlling Diameter, Cylindricity, and Position
Runout at the head: Measure at the cutting lips; keep ≤ 0.01–0.02 mm. The bayonet seat is repeatable—pair with hydraulic or shrink-fit holders for the shank if applicable.
Thermal stability: Keep coolant consistent and avoid long dry dwells. For >5×D, consider pilot to control drift and wandering.
Feeds over pecks: In stainless, avoid unnecessary pecking; it promotes work hardening and bore taper. Maintain steady feed and chip evacuation.
Compensation After Head Change
Log the effective length offset of your standard body (per station). After swapping a head:
Torque to spec (don’t over- or under-clamp).
Air blow + wipe the seat and head interface to remove fines.
Cut a short verification pass in a test plate or measure first piece; adjust tool length offset if deviation exceeds your preset tolerance window (often a few hundredths of a mm).
Risks & Boundaries
Long Chips Under Low Coolant Pressure
Mid-diameter stainless and low-alloy steels produce ductile chips. At low pressure or contaminated coolant, chips can pack, increasing torque and margin heat. Watch for blackened hole walls or spindle load spikes. If pressure is limited, reduce Vc slightly, keep f healthy, and consider step-drilling or a pilot.
Spindle Runout Coupled into Hole Accuracy
Even with a precise bayonet seat, excessive spindle runout or a worn chuck/holder propagates into diameter oversize and cylindricity error. Verify spindle health, holder condition, and gage-length minimization. On deep bores, small runout becomes large taper—address the source, not just the parameters.
FAQ
Q1: When should I still choose a solid carbide drill?
A: For small diameters, when exchangeable heads are unavailable or uncompetitive, or when you need maximum stiffness in tight-tolerance shallow holes with very high speeds. Solid carbide can also be better for abrasive composites or when you rely on special grinds not offered in modular heads.
Q2: What’s the proper torque and cleaning protocol for head changes?
A: Follow the platform’s specified torque with a calibrated wrench. Always air blow and wipe the seat and head interface; any chip trapped on the locating faces will show up as diameter drift or runout. After torque, rotate the spindle by hand to feel for abnormal drag.
Q3: How long does a body last, and when do I scrap it?
A: Bodies typically outlast many heads. Scrap when you observe seat wear, coolant leakage, flute damage, or when runout can’t be corrected despite clean seating and healthy spindle/holder. Track a body-ID log with head counts and inspection notes.
Q4: Can I run MQL with BT 800?
A: In aluminum and short holes, yes—provided chip evacuation is proven. For stainless or >3×D, through-coolant is strongly preferred. Validate on a short run before scaling.
Q5: How do I protect hole position on angled or rough faces?
A: Face the entry when possible. Otherwise, spot with a rigid pilot or program a short dwell-free arc entry to stabilize the chisel. Reduce Vc, keep f steady, and ensure coolant is hitting the point immediately.
Q6: What if I see early margin polishing and matte hole walls?
A: That’s heat/rubbing. Increase feed slightly to maintain chip thickness, lower Vc 10–15%, verify runout, and confirm coolant pressure/aim. Replace the head if the nose shows micro-chipping.

HNCarbide equivalents & support
In-stock exchangeable-head drill solutions covering P/M/K/N, compatible with internal coolant and mid-to-large diameters.
Lead times: common diameters typically ex-stock; specials on request.
After-sales: parameter tuning, cost-per-hole analysis templates, and on-site/remote troubleshooting.
Share your diameter set, target depths (×D), material mix, available coolant pressure, and machine power. We’ll deliver a cell-specific parameter card and a starter BOM (bodies, heads, holders, fittings) to pilot on your next changeover.