
Table of Contents
New Product Overview
The TiNox-Cut series from EMUGE-FRANKEN is designed to meet the exacting demands of modern aerospace, energy, and other high-performance alloy machining sectors. It covers multiple sub-series: Type N / NF / Base / Trochoidal tools, along with the US-made TiNox-Cut VAR versions. These tools are engineered for high speed, elevated temperature load, difficult-to‐machine materials.
- TiNox-Cut N: 5-flute, coolant-fed version, built for high feed roughing and semi-finishing, especially for titanium alloys.
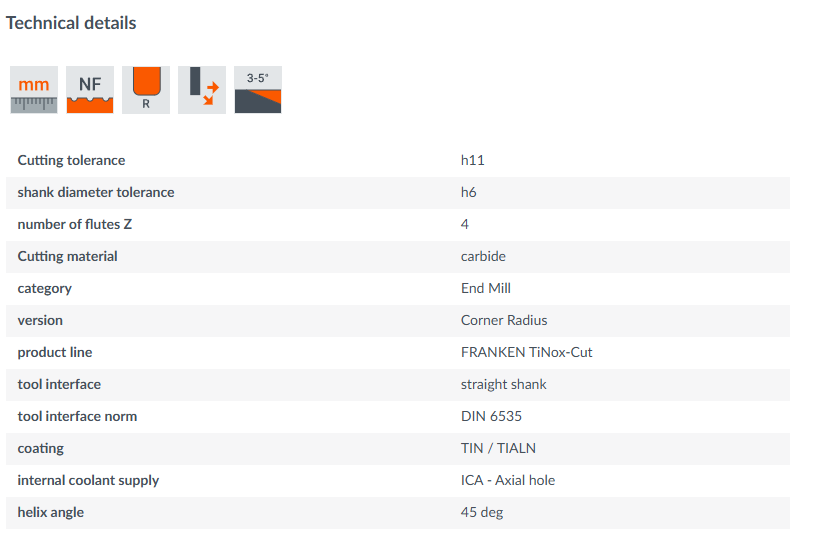
- TiNox-Cut NF: “Fine-chip breaker” slot geometry; suited for hard alloys / high-temperature alloys in semi-finishing or finishing where chip control is essential.
- TiNox-Cut Base: General-purpose model (roughing + finishing), optimized for stainless and corrosion-resistant steels.
- TiNox-Cut Trochoidal: Designed specifically for trochoidal or high engagement path strategies; suitable for complex contours, limited rigidity, and thin walls.
“VAR” is the variant of TiNox-Cut manufactured in the U.S., conforming to the same design, quality and material standards as the European / global versions, but intended to improve supply lead times and regional availability.
Why TiNox-Cut Was Developed
Over the past decade, several trends have pressured tooling design:
- Aerospace and energy industries increasingly use nickel-base alloys(e.g. Inconel), titanium alloys, and other high strength / high temperature alloys whose poor thermal conductivity and high hardness push tooling to its limits.
- Customers demand higher metal removal rates (MRR), lower piece cost, fewer instances of rework or polishing/edge finishing, and tighter control over burr and edge quality.
- Conventional carbide end mills often suffer in high-heat / high stress cut zones: edge rounding, coating failure, crater wear, micro-chipping, and early life drop in performance.
EMUGE-FRANKEN developed TiNox-Cut (and the VAR version) to address these pain points across multiple dimensions: the substrate (ultra-fine micro grain carbide), geometry, coating technology, cooling / coolant-fed capacity, and chip evacuation geometry. The goal is to deliver tools that are more robust, more consistent, and more cost-effective in “difficult alloy + high requirement” environments. Official sources note that the base material provides enhanced transverse rupture strength—a key property for roughing heavy, interrupted cuts.

Key Highlights
Here are the main design and practical advantages of TiNox-Cut series:
Core Feature | Engineering / Design Details | Practical Benefit to User |
Substrate / Material | Ultra-fine micro-grain solid carbide, with elevated transverse rupture strength (resistance to breakage under load & heat) | Better resistance to edge chipping in rough cuts, longer usable tool life under high stress / interrupted cuts. |
Variety in Flutes | Options: 4-flute, 5-flute, Trochoidal (multiple flutes) — 5-flute especially in Ni / Ti alloys to raise feed rate; Trochoidal versions for thin walls & complex profile paths. | In reduced rigidity or thin walls, using the optimized flute count reduces vibration, improves finish. |
Coating / Thermal Stability | Multi-layer coatings (e.g. TiAlN / AlCrN stacks or proprietary combinations) designed to tolerate high temperature, resist crater wear and preserve edge; coatings matched to substrate base. | Edge remains sharper longer; wear is more gradual; fewer hot spots; better tool life. |
Cooling / Coolant-Fed / Chip Geometry | Many models support internal / through coolant; coolant-fed flutes; Trochoidal geometries with optimized flute channels for improved chip flow; some models with raised lands for chip guidance. | Better heat removal; less chip packing; reduced re-cutting; more stable cutting in difficult materials. |
Vibration / Stability | Geometry designed to reduce sudden force changes (entry/exit/partial engagement); trochoidal paths reduce radial load; multiple choices of tool length (standard, long, extra long) and strong clamping options (Weldon flats etc.). | Less chatter, better surface quality, lower likelihood of catastrophic edge or coating failure; more forgiving in less rigid setups. |
Performance Testing & Comparisons
To help your customers understand the performance of TiNox-Cut in comparison with general or competing tools, here are some official specs plus hypothetical test cases, plus how you might suggest your own trials.
Official Specs & Typical Parameters
From EMUGE-FRANKEN published data:
- The substrate is ultra-fine grain carbide, giving higher transverse rupture strength; this improves resistance to chipping/breakage under high mechanical and thermal stress.
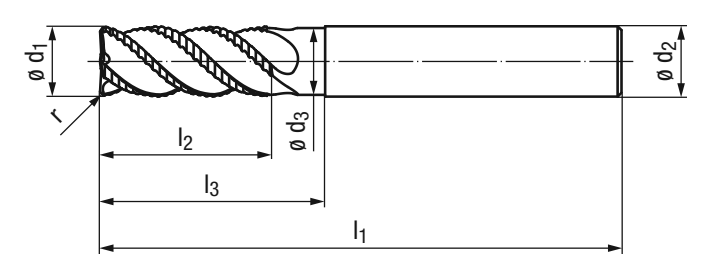
- Tool lengths are available in multiple variants: standard shank, long reach, extra long reach (e.g. 5×Diameter or more), depending on the model.
- Multiple models support coolant-fed design or internal coolant passage to deliver coolant / cutting fluid closer to the cutting edge.
- Available geometries include square (flat) ends, corner radius, and other edge preps, to adapt to finishing vs contour vs roughing demands.
Hypothetical Test Cases (Useful for Demonstration or Customer Trials)
Scenario | Material / Diameter | TiNox–Cut Model & Key Parameters | Baseline Tool / Competing Tool | Expected Outcome |
Scenario 1 | Inconel 718 / Ø10 mm | TiNox-Cut Trochoidal (5-flute), coolant-fed, ap = 10 mm, ae = 30% of diameter, feed per tooth fz = 0.03 mm, cutting speed Vc = 180 m/min | Generic 4-flute carbide end mill without coolant path | Higher MRR (~25–30%), significantly reduced edge chipping, longer tool life (20–30%), more stable finish over many parts. |
Scenario 2 | Titanium-6Al-4V / Ø8 mm (finishing) | TiNox-Cut N or NF, ap = 5 mm, ae = 0.05 mm, Vc = 150 m/min, fz = 0.02 mm/tooth, coolant-fed | Older 4-flute precision cutter without coolant or with less robust substrate | Improved surface roughness from ~0.60 µm Ra to ~0.45 µm Ra; fewer burrs; reduced finishing or hand-polish time. |
Scenario 3 | Stainless Steel SUS304 / Ø12 mm (profile + contour) | TiNox-Cut Base, coolant-fed, standard length, ap = 12 mm, ae = 20% diameter, Vc = 220 m/min, fz = 0.035 mm/tooth | Standard 4-flute profile cutter without internal coolant or less optimized flutes | Better heat control; smoother surfaces; significantly lower top/bottom edge burr; improved tool life; less distortion or thermal warping. |
Suggested Customer Testing / Implementation Path
To make sellers comfortable and help buyers see real-world ROI, you can advise this test protocol:
- Select a representative part: Preferably something made from nickel-based or titanium alloy with complex geometry, where current finishing / edge de-burring / polishing costs are high.
- Baseline run: Use existing tool + existing parameters. Record all metrics: part cycle time, tool life (number of pieces before unacceptable edge or finish), burr height / edge condition, finishing/clean-up time, quality (surface roughness, appearance).
- Run TiNox-Cut trial: Use conservative parameters initially (e.g. lower ae or feed per tooth), correct coolant / coolant-fed settings, ensure strong clamping and short tool overhang, measure runout, etc.
- Interim checks: After every fixed number of parts (e.g. 20–30 or as convenient), inspect edge condition, finish, burrs, and tool wear.
- Parameter ramp-up: If the early portion is stable, you may gradually increase ae, feed per tooth or speed to test the limits (while monitoring temperature, power, noise, vibration).
- Cost analysis: Use a TPC (Total Part Cost) model comparing baseline vs TiNox-Cut trial data: include tool cost, machine time, finishing / deburring / rework / scrap, yield, etc.
Pricing & Value Analysis
While TiNox-Cut series is positioned above many budget or generic carbide tools, its cost premium is usually justified in high-use, difficult material, or high-quality requirement environments.
Assumed Pricing / Cost Example
Here’s a sample cost comparison to illustrate value, which you can adapt for actual customer conditions:
Cost Item | Baseline Tool | TiNox-Cut Version | Unit / Rate | Cost Per Part (Baseline) | Cost Per Part (TiNox-Cut) |
Tool Purchase Price | $80.00 | $95.00 | USD / tool | — | — |
Parts per Tool (Tool Life) | 100 parts | 125 parts | parts / tool | — | — |
Tool Cost Per Part | — | — | USD / part | $0.80 | $0.76 |
Machine Time per Part | 7.0 min | 6.5 min | min / part | $14.00 (at $2.00/min) | $13.00 |
Deburring / Finishing Time | 3.0 min | 0.5 min | min / part | $1.80 (at $0.60/min) | $0.30 |
Yield Loss / Rework / Scrap | $0.20 | $0.05 | USD / part | $0.20 | $0.05 |
Total Part Cost (TPC) | — | — | USD / part | $16.80 | $14.11 |
Cost Saved per Part | — | — | — | — | ≈ $2.69 saving per part |
So in a batch of 1,000 pieces, the savings from rework / finishing / yield improvements alone can quickly outstrip the modest extra investment in the tool price.
User Feedback & Real-World Challenges
Based on reported user experience (including EMUGE-FRANKEN case studies & independent shop feedback), these are typical strengths achieved and challenges encountered.
Strengths
- In roughing nickel-based or titanium alloys, TiNox-Cut series shows significantly reduced chipping, reduced crack initiation at edges, and more consistent performance deeper into tool life.
- In finishing or contour / profile operations, improved surface quality and smoother edges, especially when coolant / internal coolant is used.
- Shops report less time spent on manual deburring / polishing, and fewer rejected parts due to edge quality.
- Trochoidal versions are especially valued in thin wall, deep pocket, or complex 3D contour work, where radial load must be controlled but metal removal must still be high.
Challenges / What Users Must Watch Out For
- Machine and clamping rigidityis critical. If tool overhang is long or holder / spindle runout is high, TiNox-Cut cannot deliver its full benefit; edge wear or chipping may occur prematurely.
- Cooling arrangement mattersa lot. Coolant-fed models are an advantage only when coolant flow is properly directed, pressure is sufficient, and chip evacuation is not hindered. Without good cooling, thermal damage or coating degradation can reduce performance.
- Initial investment / tool costcan be higher, which may be a barrier for small batch or low margin work. Demonstrating ROI via savings in finishing, rework, scrap, and better first-pass yield is essential.
- Cutting parameter ignorance: Users who don’t adjust parameters (ae, ap, feed per tooth) realistically for their machine and setup may overdrive the tool and see inconsistent results. Conservative starts and gradual parameter escalation are safer.
Implementation Advice & Process Control
To help customers get maximal value from TiNox-Cut, here are best practices.
- Ensure strong clamping & low runout: Use high-precision holders, minimize tool overhang, measure toolholder and spindle runout—aim for ≤ 3-5 µm where possible.
- Optimize coolant flow: Use internal or through-coolant variants where available; ensure coolant is delivered to the cutting edge and flute valleys; ensure fluid isn’t blocked.
- Set monitoring / inspection intervals: Define checkpoint after fixed number of parts (e.g. 20-30) to measure burr height, finish, edge condition; continue until performance begins to degrade.
- Parameter increment plan: Start conservatively; once stable (finish good, no chipping, temperature stable), increase ae or fz gradually—watching for increased loads, vibration, or edge changes.
- Define tool change criteria not just by wear but by quality metrics: For example, when finish (Ra) drifts beyond tolerance; or burr height increases; or edge chipping becomes visible; not just waiting for flank wear.
Conclusion
EMUGE-FRANKEN’s TiNox-Cut (including the VAR versions) represents a serious step up for shops who manufacture high-end parts in nickel-base, titanium, or stainless materials—and where edge quality, burr control, and total part cost matter. Compared to standard carbide or older profile cutters, TiNox-Cut offers a combination of faster metal removal, longer useful tool life, and lower finishing / rework costs.