
Table of Contents
Why Parting Is Harder Than It Looks
Parting and grooving tool systems experience the worst combination of forces: long overhang, narrow section, and a hot, chip-dense shear zone that can weld and jam. As workpiece diameters grow, blade deflection climbs; as insert widths shrink, dynamic stiffness drops. The result is a narrow safe window for chip control and surface integrity.
Any breakthrough in this niche must balance four levers:
- Clamping rigidity(prevent micro-movement that ruins finish and breaks edges)
- Coolant access(stabilize temperature and chip flow)
- Blade/seat geometry(support the insert under thrust and radial vectors)
- Machine kinematics(X- vs Y-axis orientation changes the force path entirely)
ISCAR’s portfolio tells an incremental story of solving each lever without sacrificing the others.


PENTACUT (five cutting edges, small diameters)
PENTACUT used a five-point “star” insert secured by a center screw. The goal: ultra-economical cutting for tubes, thin-walled parts, and small diameters—five indexes per insert optimizes carbide use. But scaling the star geometry to large diameters pushed up manufacturing complexity and cost.
PENTA-IQ-GRIP (dovetail location + HPC, larger scope)
Enter PENTA-IQ-GRIP—still five edges, but with an innovative dovetail-style location that dramatically boosts clamping stiffness without enlarging insert mass. The result: parting up to ~Ø40 mm with smaller, cheaper inserts, improved straightness, cleaner break-off, and HPC integrated into the blade/holder system.
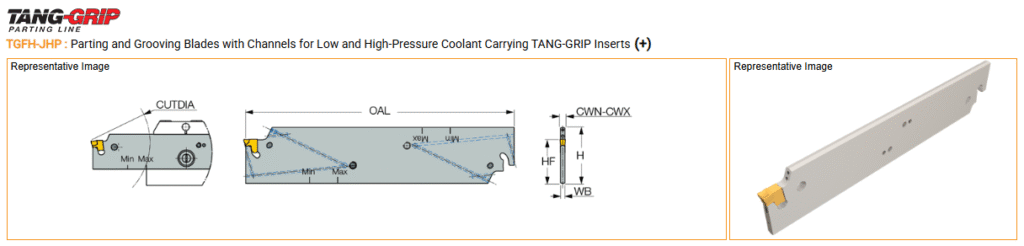
TANG-GRIP (thrust-face support for high feed)
The TANG-GRIP architecture reoriented how forces act on the insert/seat. Instead of relying on friction in a typical self-clamp slot, the support is taken by a long, rigid rear thrust face. Benefits:
- Much lower risk of insert pull-out during retracts
- Higher permitted feedsand aggressive engagement without insert “walking”
- Longer blade and seat life via improved load paths
Trade-off: higher feeds also increase cutting force, so blade flex becomes the next bottleneck at large diameters and deep reaches.
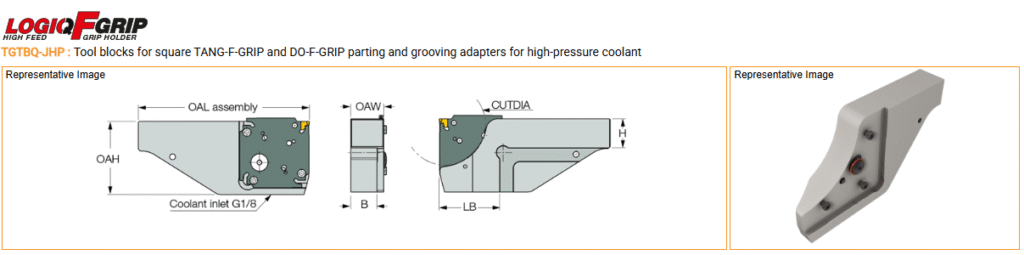
LOGIQ F-GRIP (X- and Y-axis parting with a square flute)
To decouple feedrate potential from blade flex, ISCAR leaned into Y-axis parting—a kinematic trick on multitask machines that aligns major cutting forces tangentially, not radially. LOGIQ F-GRIP employs a square blade with four insert slots. Key outcomes:
- Works in X- or Y-axisconfigurations
- Higher dynamic stiffnessand longer blade life
- If one slot wears, index the blade—four lives per blade
- Available with or without HPC, both in reinforced holders


The Engineering Behind the Evolution (What Changed and Why)
1) Clamping philosophy
- SELF-GRIP:Uses elastic flex—peak simplicity.
- PENTA-IQ-GRIP:Dovetail locationmultiplies seating rigidity without bulk, protecting the cutting corner.
- TANG-GRIP:Rear thrust faceconverts cutting force into compressive support, preventing insert creep/pull.
2) Coolant delivery
- Legacy flood streams struggled to reach the narrow kerf.
HPC and directed jets now target the rake face and chip root, lowering temperature, shortening chips, and suppressing BUE—particularly in Inconel and AISI 300-series stainless.
3) Blade dynamics
- Thin blades deflect; square-section bladesand shorter free lengthraise the natural frequency.
- Damped holders(where applicable) and Y-axis partingmove the force path into stronger directions.
4) Kinematics: X vs Y
- X-axis parting:Forces act radially—worst casefor slender blades.
- Y-axis parting:Forces act largely tangentially; the blade behaves stiffer and tolerates higher feeds with fewer vibration marks.
Evolution Timeline
Era | Series | Core Idea | What It Solved | Typical Use |
1970s → | SELF-GRIP | Blade flex clamps insert (no screws) | Setup speed; fewer clamp failures | General parting/grooving |
HPC Era | HPC upgrades | Directed high-pressure jets | Heat, BUE, chip evacuation | Stainless, HRSA |
2000s → | DO-GRIP | Dual-ended, twisted edges | Depth limits, coolant channeling | Deep parting, long reach |
2010s → | PENTACUT | Five-edge star insert | Consumable economy; small-Ø parts | Thin tubes, small-Ø bars |
2010s → | PENTA-IQ-GRIP | Dovetail location + HPC | Rigidity with small inserts; Ø up to ~40 mm | Medium diameters, precision faces |
2010s/20s → | TANG-GRIP | Long rear thrust face | High-feed stability; anti-pull-out | High-feed steel/SS/HRSA |
2020s → | LOGIQ F-GRIP | Square blade, 4 slots; X/Y compatible | Blade stiffness, versatility | Multi-task Y-axis parting |
X-Axis vs Y-Axis Parting (What Changes for Programmers)
Aspect | X-Axis Parting | Y-Axis Parting |
Force Direction | Radial → most destabilizing | Tangential → better blade behavior |
Feed Potential | Conservative for long overhang | Higher, especially at large Ø |
Chip Control | More sensitive to feed/DOC | Improved at same feedrate |
Surface Integrity | Prone to chatter marks | Cleaner kerf, straighter walls |
Machine Requirement | Any lathe | Multitask or lathes with Y |
TL;DR: If your machine allows it, Y-axis parting with a LOGIQ F-GRIP-style setup is the easiest way to unlock more feed at the same tool life.
System Comparison: Clamping & Application Fit
Series | Clamping Concept | Coolant Options | Best For | Watch-outs |
SELF-GRIP | Elastic blade clamp | Flood/HPC variants | General purpose, small-to-medium Ø | Seat wear if overloaded |
DO-GRIP | Dual-ended, twisted edges | Directed HPC | Deep parting; reach-limited setups | Programming depth strategy |
PENTACUT | Star insert + center screw | Flood; some HPC variants | Tubing, thin-wall, small Ø | Scaling to very large Ø |
PENTA-IQ-GRIP | Dovetail location; 5 edges | Integrated HPC | Medium Ø; straightness/surface | Match holder to coolant supply |
TANG-GRIP | Rear thrust face support | HPC common | High-feed steels/SS/HRSA | Blade flex at very large Ø |
LOGIQ F-GRIP | Square blade w/ 4 slots | With/without HPC | X or Y-axis; multi-task | Program changeover & indexing |
Practical Playbooks
A) Stainless Steel (AISI 304/316) Tube Parting
- Tooling:PENTACUT or PENTA-IQ-GRIP with HPC aimed at the rake face.
- Data:Start mid-range feed to activate the chipbreaker; adjust DOC to maintain a continuous chip fold.
- Notes:Avoid rubbing—keep feed steady through the kerf, then reduce feed only near break-off to protect the tip.
B) Inconel 718 Bar (Medium Diameter)
- Tooling:TANG-GRIP with positive geometry, reinforced holder, HPC.
- Data:Use shorter free length; conservative SFM, then increase feed to break chips before you raise speed.
- Notes:Monitor crater wear; if BUE appears, increase coolant pressure or redirect nozzles.
C) Large-Ø Alloy Steel, Y-Axis Parting
- Tooling:LOGIQ F-GRIP square blade in a Y-capable lathe.
- Data:Raise feed stepwise; keep radial load modestby letting tangential forces do the work.
- Notes:If kerf closes, add a slight negative taperor a light lateral dwell away from the root.
D) Thin-Wall Aluminium Tubes
- Tooling:PENTACUT; sharp, polished edge; flood or MQL.
- Data:High SFM is fine; keep feed enough to maintain chip flow but avoid collapse—support the ID if possible.
- Notes:Deburr reduction is all about edge sharpnessand chip evacuation—polished flutes help.
Troubleshooting Guide
Symptom | Likely Cause | Fast Fix |
Long, stringy chips | Feed/DOC below chipbreaker window; coolant mis-aimed | Raise feed first; check breaker geometry; aim HPC at rake |
Insert pull-out or shift | Seat loading in the wrong direction; friction-only clamp | Move to TANG-GRIP or PENTA-IQ-GRIP; inspect seat wear |
Chatter lines / washboard | Blade overhang too long; radial force path (X-axis) | Shorten stick-out; switch to Y-axis parting; consider LOGIQ F-GRIP |
BUE (built-up edge) | Heat + adhesion (SS/Al) | Increase coolant pressure; sharpen geometry; reduce dwell |
Kerf closes / pinch | Residual stress; improper support | Add taper; change break-off macro; improve part support |
Edge cratering in HRSA | Insufficient coolant at the shear zone | Upgrade to HPC; refine nozzle direction; reduce SFM, keep feed |
FAQ
Q1: When should I switch from SELF-GRIP to TANG-GRIP?
When you’re pushing feed rate and seeing insert creep/pull-out or seat wear. TANG-GRIP’s thrust-face support is built for that regime.
Q2: Is HPC always necessary in parting?
Not always, but in stainless and HRSA it’s the easiest way to stabilize the shear zone, stop BUE, and keep chips short. If your blade supports it, use HPC.
Q3: Can I use Y-axis parting on any lathe?
You need a Y-capable machine (often a mill-turn). If you’ve got it, Y-axis parting with a LOGIQ F-GRIP setup buys you stiffness and feed headroom.
Q4: Five-edge vs. dual-ended vs. single-ended—what’s best?
It’s about economy vs. rigidity and diameter range. PENTACUT wins on edges per insert for small diameters; DO-GRIP helps with depth; PENTA-IQ-GRIP balances economy and rigidity up to ~Ø40 mm.
Q5: Why do my breaks look rough even with a new insert?
You’re probably under-feeding or losing chip control near break-off. Raise feed to keep chips short, then ramp down gently only at the final 0.5–1.0 mm.
Conclusion: The Formula for Modern Parting
Rigid clamping, correctly aimed HPC, the right blade geometry, and—where available—Y-axis kinematics are the four pillars of stable, economical parting. ISCAR’s product line evolved precisely along these dimensions:
- SELF-GRIP proved that simple clamping could win.
- DO-GRI Pand PENTACUToptimized depth and economy.
- PENTA-IQ-GRIP and TANG-GRIPturned load paths into allies, not enemies.
- LOGIQ F-GRIP finished the circle by letting your machine kinematics work withthe blade, not against it.
If you adopt the right series for your diameter and material, route coolant through the kerf, and—whenever possible—part on the Y-axis, you’ll unlock the trifecta every production manager wants: shorter cycles, cleaner break faces, and longer, more predictable tool life.