Table of Contents
New Product Overview
Series name: AQUA REVO Burrless (part of the Burrless family across drills, end mills, and taps; the common goal is to suppress burrs at the source so downstream deburring becomes minimal rather than mandatory).
Release timeline:
Dec 2019: NACHI announced the Aqua REVO Mill platform for carbide end mills, establishing the REVO family’s geometry, substrate, and coating baseline.
2024–present: Dealers and regional distributors increasingly package the AQUA REVO Burrless concept as a single, practical storyline for shops—“debur less by cutting right.” In practice, that means field recipes, before/after photo evidence, and line-level implementation tips.
Current collateral: The Burrless Series catalog and related REVO documents provide application pages for stainless steels (including SUS304), with recommended parameter ranges and annotated photos of burr outcomes.
Why this product exists:
Almost every shop says the same thing: parts are getting thinner, cycle times are tighter, and hand deburring is a tax on both margin and morale. The REVO family was created to move burr control upstream—into the cut itself. Instead of “run fast now, pay with hand work later,” AQUA REVO Burrless aims to cut cleaner edges by coordinating three levers:
(1) geometry that disrupts burr formation,
(2) coatings that maintain edge integrity under heat, and
(3) practical feeds/speeds that keep chip flow stable and avoid secondary cutting.
Key Highlights of the Burrless Approach
1) Geometry that discourages burrs
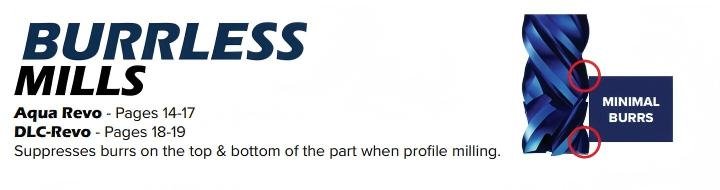
Profile-milling edge forms: The edge prep and rake/relief balance are tuned so that, during contour passes, both top and bottom burrs are kept small and consistent. This is especially visible on stainless external profiles and thin walls, where trailing-edge smearing is common with generic cutters.
Refined gullets & polished flutes: A cleaner chip corridor lowers the odds of chips riding the edge and “painting” a burr onto the rim. The design also helps reduce chip re-cutting, which otherwise creates heat and drags material toward the edge.
Stable engagement at small ae: Burrless shines in small radial stepover finishing (ae in the fractions of a millimeter). With lower radial pressure, the burr-forming plastic flow is reduced, and the resulting top-edge remains crisp.
2) REVO-series coatings that keep edges alive
High hot-hardness, high adhesion: The coating stack used on REVO end mills is built for mixed-material lines where you might cut stainless one shift and carbon steel the next. It helps the edge resist rounding and micro-chipping, both of which inflate burr height over time.
Predictable wear: Shops care far more about stable, predictable wear than any one “world-record” number. REVO’s wear pattern is meant to lengthen the usable “flat” portion of the life curve—meaning you can hold burrs down over more parts before quality degrades.
3) Real-world speed without downstream penalties
Cycle time that sticks: Many cutters can go fast on paper, but they pass the bill to finishing benches. Burrless aims for “fast enough” cutting that still reduces or eliminates downstream hand work. That often beats a pure-speed strategy when you tally Total Part Cost (TPC).
Use Cases & Selection Guide
By material
Stainless steels (SUS304 and similar): This is the headline use case. On profile milling (outer contours, frames, thin-wall edges), shops see immediate burr suppression on top edges and more uniform micro-burrs on the bottom.
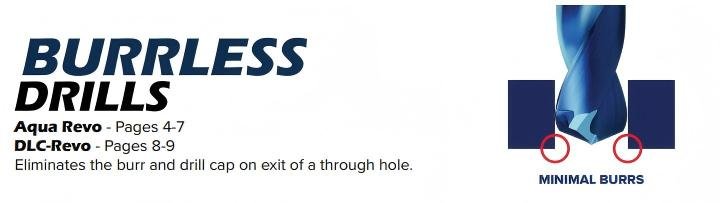
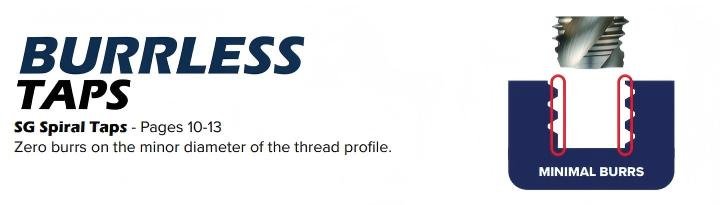
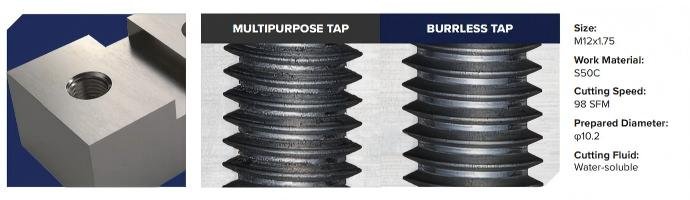
Carbon and alloy steels: The Burrless family extends to drills and taps, allowing you to chain the concept across processes: low-burr holes → low-burr contours → controlled thread micro-burrs.
High-hard/quenched steels: For true hard-milling (e.g., up to ~70 HRC), complement Burrless with Aqua Mill Hard in finishing. Use Burrless where it wins—roughing to semi-finishing and any geometry that is burr-sensitive—then let a hard-milling finisher deliver final size/surface.
By operation
- Rough → semi-finish → finish as one system:
- Drilling with Burrless drills to suppress exit burrs.
- Profile milling with Burrless end mills to tame top/bottom edge burrs.
- Tapping with optimized chamfers for low thread micro-burrs.
The result is a line where deburring is selective spot-touch instead of default.
Field Conditions & Representative Parameters
Below are practical starting points drawn from the Burrless literature and reinforced by shop experience. Treat them as baseline recipes and then ramp up conservatively.
Diameter (mm) | Flutes | Cutting Speed Vc (SFM) | Suggested fz (mm/tooth) | Approx. RPM* | Feedrate (mm/min)** | ap (mm)† | ae (mm) | Coolant / Holder |
6 | 4 | 262 | 0.025 | 4,237 | 424 | 9 | 0.05 | Water-soluble; heat-shrink / high-precision ER (≤5 μm TIR) |
8 | 4 | 262 | 0.025 | 3,177 | 318 | 12 | 0.05 | Same as above |
10 | 4 | 262 | 0.025 | 2,542 | 254 | 15 | 0.05 | Same as above |
12 | 4 | 262 | 0.025 | 2,118 | 212 | 18 | 0.05 | Same as above |
NACHI Burrless Series
SUS304 Profile-Milling “Starter Recipe”
- Tool: Ø10 mm Burrless end mill
- Workpiece: SUS304
- Cutting speed: Vc ≈ 262 SFM (≈80 m/min)
- Feed rate: ≈ 9.8 IPM (≈250 mm/min)
- Axial depth (ap): 20 mm
- Radial stepover (ae): 0.05 mm
- Coolant: Water-soluble coolant, well-directed
- Holders: Heat-shrink or high-precision ER, combined runout ≤ 5 μm
Why this works: Small ae keeps the radial cutting forces and chip thickness uniform. With a sharp, stable edge and clean chip evacuation, the plastic flow that “paints” a burr on the top rim is reduced. Axial engagement remains high to maintain MRR and limit passes.
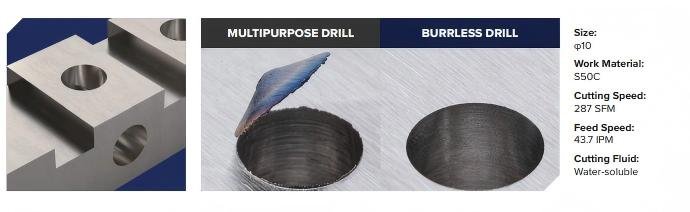
Transferable Concept from Drilling (Burr Height Plateau)
The Burrless drill data shows a low burr-height plateau persisting even after long cutting distance (e.g., around 0.0016 in / 0.041 mm after ~120 m), whereas a general-purpose drill can start much higher (around 0.0068 in / 0.173 mm). The engineering point carries over to milling: when the edge stays sharp and stable, burrs remain consistently small across life, not just on the first handful of parts.
Performance Comparisons
1) Burr Height & Edge Quality
In stainless profile milling, the practical measure isn’t just Ra or Rz—it’s edge condition: visual burr height, uniformity, and how often an operator must pick up a deburring tool. With Burrless, shops typically report:
Noticeably cleaner top edges straight off the machine.
Uniform micro-burrs on bottom edges that wipe off quickly, if at all.
Fewer “raised lips” around tight inside corners—areas where generic cutters smear and require hand-blending.
2) Tool Life & Stability
Because burr height tends to grow as the cutting edge wears and rounds, stability equals quality. Burrless edge prep + coating generally keep burrs predictable deeper into life, which matters in batch runs. Instead of sharp quality drift at the end of life, you get a flatter curve and clearer change points.
3) Cycle Time vs. Deburring Time
A common trap: push feeds so hard that the bench absorbs the difference. Burrless flips that equation. You might not hit the absolute fastest cycle time, but after subtracting 3–5 minutes of deburring per part, line-level takt improves and operators are freed for value-adding tasks.
Pricing, Positioning & TPC (Total Part Cost)
Where Burrless sits
AQUA REVO end mills are performance-tier tools. They are not “lowest price per stick,” but they’re often lowest cost per good part once you include labor and takt. For many lines, “we debur less” is the single biggest cost lever.
A simple TPC calculator you can run today
Let’s define a few items for a representative SUS304 frame part:
Tool price delta (ΔTool): Extra cost of Burrless vs. your current cutter (e.g., +$18 per tool).
Machine time delta (ΔMachine): Minutes saved (or added) per part × machine rate (e.g., –0.4 min per part × $2.00/min = –$0.80).
Deburring time delta (ΔDeburr): Minutes saved per part × labor rate (e.g., –2.5 min × $0.60/min = –$1.50).
Life delta (ΔLife): If Burrless runs more parts per tool, amortize the difference per part (e.g., +20% life = –$0.20/part).
Scrap/rework delta (ΔYield): If cleaner edges lift first-pass yield, include the per-part benefit (e.g., –$0.10).
Per-part TPC change = ΔTool/parts_per_tool + ΔMachine + ΔDeburr + ΔLife + ΔYield
Example with modest assumptions:
Parts per tool (baseline) = 120; Burrless life = +20% → 144.
ΔTool/part ≈ $18 / 144 = $0.125.
ΔMachine = –$0.80; ΔDeburr = –$1.50; ΔLife = –$0.20; ΔYield = –$0.10.
Net TPC delta ≈ $0.125 – 0.80 – 1.50 – 0.20 – 0.10 = –$2.475/part.
Across a 1,000-piece order, that’s roughly $2,475 saved—without factoring in softer benefits like smoother takt and happier operators. Even if your numbers are less dramatic, the exercise consistently shows Burrless winning at the line total level.
User Feedback & What Changed on the Shop Floor
“Quieter” toolpaths: Reduced chatter and cleaner chip evacuation lower the squeal that often accompanies thin-wall finishing. Operators describe the sound as “lighter,” and the cut “feels clean.”
Less blending and hand time: Edges that used to need a full pass with a scraper or scotch-brite often need no touch or a quick wipe. Over multiple features and parts, this compounds into hours per shift.
Simpler QA sign-off: When burrs are small and uniform, visual checks are faster and more objective. Inspectors spend less time debating borderline edges.
Training impact: New operators get good-looking parts earlier because the process window is forgiving. That’s a quiet but important advantage in high-turnover markets.

Maintenance, Care & Process Control
Runout matters: Heat-shrink or premium ER collets with verified TIR. Keep combined runout ≤ 5 μm to preserve edge sharpness and burr suppression.
Coolant discipline: For SUS304, water-soluble coolant or high-pressure through-spindle is ideal. Aim the flow to sweep gullets and prevent chip packing; re-cut chips are burr factories.
Tool change policy: Instead of waiting for a fixed flank-wear number, trigger changes on edge quality—for example, when top-edge micro-burrs move from “wipe” to “scrape.” This keeps output steady and prevents late-life surprises.
Program hygiene: In finishing passes, prefer small ae, stable chip thickness, and consistent engagement. Eliminate needless re-entries and air cuts that can leave witness marks or nicks on edges.
Implementation Playbook (Fastest Path to Results)
Choose a burr-pain part.
Pick a stainless profile job where the bench spends 2–5 minutes per part on deburring.
Start with the catalog condition.
Use the SUS304 recipe above (or the closest fit by diameter), with good holders and measured runout.
Log your baseline.
Before switching cutters, record per-part cycle time, deburring minutes, operator notes, and QA results for 20–30 parts.
Run Burrless A/B.
Produce the same batch count with Burrless and identical paths; then record the same metrics.
Ramp carefully.
If the first pass is stable and clean, increase feed per tooth slightly or raise SFM in small steps. Monitor both power load and edge condition.
Compute TPC.
Use the quick calculator to convert saved minutes into dollars. Present the per-part and per-lot totals to your team.
Tip: Don’t try to “win everything” in one hop. Burrless pays even when you keep speeds modest and simply erase 70–90% of the deburring minutes.

FAQ (for Engineers & Purchasing)
Q1: Can I dry-cut stainless with Burrless?
You’ll get the best edge control with coolant on SUS304. If dry or MQL is operationally necessary, reduce SFM and watch the edge for micro-chipping. Chip evacuation becomes even more critical.
Q2: How small can the burr actually get?
It depends on geometry, stock condition, and fixturing, but field results commonly show top-edge burrs shrinking to quick-wipe territory. The real win is consistency across the tool’s life.
Q3: Does Burrless always beat a generic high-speed finisher on cycle time?
Not necessarily on raw cycle time. The win is total time to a shippable part. If you cut 40 seconds slower but strip out three minutes of hand work, you win by a mile.
Q4: Where does Aqua Mill Hard fit in?
Use Aqua Mill Hard for true hard-milling finishes or where size/finish in hardened material is the primary KPI. Keep Burrless in the upstream passes and anywhere burrs cost you time.
Q5: What if my walls are extremely thin (≤1.0 mm)?
Clamp rigidly, reduce ae further, and consider multi-pass spring cuts with the same small ae to polish the edge. Ensure coolant reaches the chip roots. Burrless geometry helps, but fixturing and path strategy still decide the last 10%.
Conclusion
If your shop ships stainless thin-wall frames, brackets, or profile-heavy parts, the NACHI AQUA REVO Burrless end mill provides a pragmatic path to cut cleaner edges in-process. Rather than chasing peak rpm and then paying in bench time, you can hold a reasonable speed that sticks—because burrs stay low and predictable well into tool life.
For line managers, the math is simple: log deburring minutes → convert to dollars → compute TPC. On most stainless profile jobs, Burrless reduces hand time enough to dwarf small differences in tool price or feedrate. Your operators will notice the quieter cut; your inspectors will notice the cleaner edges; your finance team will notice the labor line moving in the right direction.