Table of Contents
Overview of new products: Key releases and directions for 2025
In 2025, SECO (Yamagata) will launch a number of new products/updates around the three themes of “higher productivity, sustainability and ease of use”:
LN4-11 Helical Milling Cutter: Emphasizes “up to 3 times the life of each blade”, efficient removal of helical milling for 32-63 mm diameter sections; suitable for both cost reduction and speed improvement in the workshop.
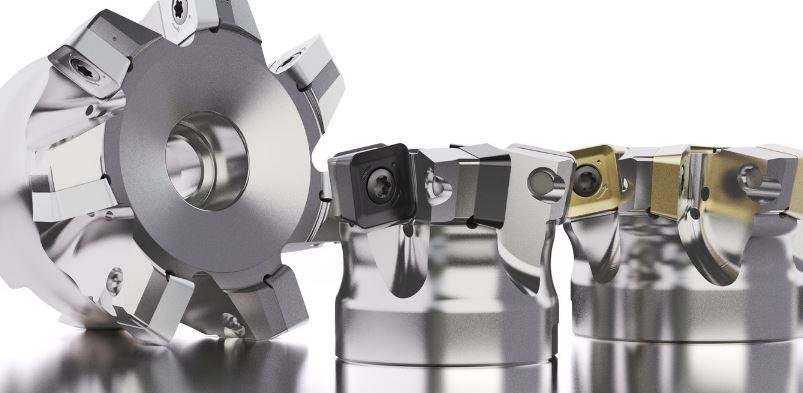
The new generation of Octomill 06 face milling cutter: greatly upgraded in the self-centering and multi-slot compatibility of the insert, significantly improved usability, flexibility and stability; more suitable for mixed production line and multi-material working conditions.
335.98 Turning system & 335.14 Turning extension: The former supports the machining of square shoulders on both sides of the workpiece, while the latter can complete multiple tasks such as slotting, snap ring groove, chamfering, etc., to help reduce the number of clamping/switching times.
Round 20 Circular Blade Series Extension: extends tool life and improves range of applications; T30 universal tap for multi-material general machining.
Sustainability and Digital Value-added: Life Cycle Assessment (LCA) information is extended to more products (such as complete end mills, stationary cutting tools), and carbon footprint and recycling remanufacturing revenue data are gradually integrated into the official website and service portal.
Background: Starting in 2024, Niagara Cutter will be officially integrated into the unified brand of SECO, which is conducive to simplifying the product line and selection experience.
Series | Type | Diameter Range | Key Selling Points | Target Materials | Primary Operations |
LN4-11 | Helical milling / shell mill | Ø32–63 mm | High material removal rate; up to 3× tool life per edge; stable cutting | Steel, cast iron (per application) | High-MRR roughing / semi-finishing |
Octomill 06 | Face mill | Core Ø63–125 mm (3 pitches) | Self-centering inserts; multi-insert pockets; long screw indexing without full removal | Mixed-material lines | Facing, square shoulder |
335.98 | Disc milling system | Multiple specs (see catalog) | Two-side square shoulder in one pass; 8 edges per insert; rigid body–insert interface | Steel, cast iron; thin-wall housings | Double-sided shoulder / half-side disc milling |
335.14 | Disc milling (mini / exchangeable head) | Ø9.7–27.7 mm (circlip grooves) | Circlip capability; groove widths 0.7–5.15 mm; exchangeable head for cost control | Shafts, rings, etc. | Grooving / circlip grooves / chamfering |
Round 20 | Round insert family | Cutter bodies Ø40–250 mm | Extended tool life; backward-compatible with legacy bodies | General / difficult-to-machine materials | Profiling, contouring |
T30 | Universal taps | Metric / UNC / UNF (series coverage) | One tap for multiple materials; simplified inventory | Steel / stainless / aluminum | Threading (through / blind depending on subtype) |


Core highlights: geometry, structure and usability are fully upgraded
Life and efficiency: LN4-11 “three times the life”
The core of LN4-11 lies in the optimized combination of tool body/groove type and cutting edge shape: achieving a balance between high material removal rate and edge entry stability at the cutting boundary. The measured “threefold increase in per-edge lifespan” stands as one of the most noteworthy lifespan improvement points for 2025. This is particularly crucial for factories pursuing CPL (cost per part).
Easy to use and stable: Octomill 06 “self-centering + multi-slot”
The new generation of Octomill 06 reduces assembly errors and improves positioning reliability through the “self-centering design” of the insert. The “multi-insert slot structure” is compatible with multiple types of blades, so that one blade body can cover more scenarios, reducing inventory complexity and downtime.
“double side shoulder + task expansion” of the milling system
335.98 Shoulder milling on both sides of certain parts reduces clamping and tool return; 335.14 “series extension” brings “multi-task integration” such as slot/cramp groove/ chamfer, which is of significant value for thin-walled parts or multi-process mixed lines.
General capabilities: Round 20 / T30
The Round 20 extension emphasizes “longer tool life and wider coverage”; The T30 universal tap focuses on the convenience of “one tool for multiple materials” to help distributors and end customers reduce inventory.
Sustainability + Digitalization
LCA data and recycling services (recycling, recoating, remanufacturing) are gradually coming online to provide transparent CO₂e data and benefit assessment of “recovery programs” for customers with ESG demands.
Applicable scenarios and working conditions Suggestions
Batch removal/high material removal rate (MRR):LN4-11 is preferred to pursue high feed and stable life in the range of 32-63 mm diameter, which is suitable for cost optimization of roughing/half finishing.
Mixed production line/multi-material & Fast change: The Octomill 06’s multi-slot + easy to assemble properties are suitable for units that change orders frequently and switch frequently.
Thin wall parts/bilateral forming/reducing clamping: “two side square shoulders” of 335.98 and multi-task extension of 335.14 are suitable for composite conditions such as aviation box, car shell, mold insert, etc.
General inventory strategy: Use Round 20 and T30 to take “few models cover more tasks” as the tool library baseline, which is conducive to the optimization of distribution end/terminal factory tool preparation.
Operation | Part Type | Preferred Series | Alternative | Key Risks | Mitigation |
High-MRR roughing | Blocks / Plates | LN4-11 | Octomill 06 | Vibration; chip evacuation | Shorten overhang; balance ae/ap; choose proper chipbreaker |
Double-sided shoulder milling | Thin-wall housings | 335.98 | 335.14 | Wall deformation | Reinforce clamping; multiple shallow passes; reduce ae |
Grooving / Circlip grooves | Shafts / Rings | 335.14 | — | Burrs; chip packing | Focused coolant; chipbreaker selection |
Profiling / Copy milling | Contoured surfaces | Round 20 | Octomill 06 (round inserts) | Vibration; surface waviness | Use normal pitch; control step-over |
General facing | Plates / Castings | Octomill 06 | LN4-11 | Assembly errors; edge chipping | Self-centering location; torque to spec |
Threading | Various | T30 | Material-specific taps | Blind-hole chip evacuation | Spiral-flute for blind holes; spiral-point for through holes |
Performance Test and Comparison
To ensure reproducibility, it is recommended to do A/B under the same machine tool/clamping/cooling conditions:
Comparison objects: LN4-11 vs the previous generation of similar spiral milling cutter; Octomill 06 vs the previous generation of Octomill; 335.98 vs the traditional two-process scheme of single side groove + square shoulder.
key index :
Edge tool life: LN4-11 target increased to 3 times; Octomill 06 focuses on life and surface roughness stability; lathe milling system focuses on forming quality and cutting time.
Change tool/clamp time: Octomill 06 Self-centering and multi-slot compatibility reduces change time; 335.98/335.14 Reduce machine occupancy by “merging processes”.


Single piece cost CPL: comprehensive tool unit price, life, cycle time, yield and secondary processing (such as deburring). The life and removal rate of LN4-11 contribute most intuitively to CPL.
Note: SECO is also advancing LCA data to facilitate quantitative assessment of “carbon intensity” in addition to performance as a complementary dimension to procurement decisions.
Price and cost performance
Measure cost performance by “replacing processes”: If a milling system can integrate two square shoulders/tears into one, the combined benefits of cycle time + labor + defect are usually significantly higher than the “unit price of the tool” alone.
CPL is calculated as “life multiple × feed improvement”: LN4-11’s “up to 3 times life” and higher stable cutting window often lead to a “step” drop in unit part cost.
Inventory benefits of “less blade, more blades” and “multi-slot compatibility”: Octomill 06 reduces the hidden costs of tooling complexity and assembly errors caused by multi-slot and self-centering.
SKU / Series | Compatible Inserts / Heads | Min Stock | Lead Time (days) | Monthly Usage | Safety Stock | Notes |
Octomill 06 body Ø80 | 06 family (face / high-feed / round) | 3 | 21 | 2 | 3 | Main tool for mixed lines |
LN4-11 body Ø50 | LN4-11 inserts | 2 | 28 | 1 | 2 | High-MRR roughing |
335.98 body (choose width) | Dedicated XN inserts (8 edges) | 1 | 35 | 1 | 1 | Double-sided shoulder |
335.14 head Ø16 (CW 2.0) | Mini Disc heads | 3 | 21 | 3 | 3 | Common circlip grooves |
Round 20 body Ø100 | R20 round inserts | 2 | 21 | 1 | 2 | Profiling |
T30 M6 spiral-flute | — | 5 | 14 | 5 | 5 | High-mix inventory |
User feedback and frontline observation
Improved versatility of the milling system: The series of extensions 335.14 are displayed on social media for multi-tasking (slotting/ snap ring groove/ chamfer), reflecting the real needs of front-line users for “one tool for multiple uses”.
New batch and beat pull: SECO has repeatedly emphasized the theme of “thin wall, anti-vibration and long life” through “2025.1/2025.2 Launch”, which indirectly confirms the response to the trend of “stability + lightweight parts”.
VII. Installation, Parameters and Maintenance Points (practical list)
Assembly and positioning: The Octomill 06 self-centering structure reduces the threshold of assembly experience, but it is still necessary to check the clamping force and blade seat cleanliness to avoid micro displacement caused by chip clamping.
Cutting window: LN4-11 performs well under high feed/long cut depth conditions. It is recommended to first test cut in the middle of SECO’s recommended parameters before exploring higher values. When machining thin-walled parts, coordinate with 335.98/335.14 to control wall thickness deformation.
Cooling and blade strategy: When mixing multiple materials, prioritize the combination of “main blade + compatible blade” based on SECO’s material-blade matching table to take advantage of multiple slots.
Sustainable operation and maintenance: Focus on the LCA/cycle service page gradually launched on the official website, and recycle and re-coat/maintain in batches to control costs and meet ESG reporting requirements.
Summary of differences from previous series
Geometry & Structure: LN4-11 shows a significant gap in life and removal rate; Octomill 06’s multi-slot + self-centering is a “structural usability upgrade”.
Task integration: 335.98/335.14 side shoulder + multi-task extension, with the design goal of “reducing clamping/program switching”, rather than simply pursuing blade parameters.
Brand integration and service: After the merger of Niagara, the selection path under the unified brand is shorter, and the data and spare parts are more centralized; combined with LCA/cycle service, a trinity of “product + data + service” is formed.
Suggestions for Procurement and Selection
Set LN4-11 as the preferred solution for batch roughing: in particular, for high MRR tasks with common materials such as steel/ferrous, pull down CPL at both ends of “life × feed”.
Octomill 06 is the main plate for “mixed line milling”: compatible with multiple blades, reduce assembly errors, and suitable for the whole cycle from trial production to mass production.
The combination of 335.98 + 335.14 covers milling, slotting and chamfering: double side shoulder + multi-task integration, especially suitable for the beat optimization of shell and thin wall parts.
The “universal portfolio” on the inventory side: Round 20 and T30 are used to maintain a stable universal capacity and avoid excessive model dispersion.
Include LCA/cycle services in bidding terms: For customers with ESG goals, write CO₂e data and cycle solutions into procurement decisions to be more competitive.
CONCLUSION
SECO’s 2025 product launches and series updates are strategically focused on delivering “extended lifespan, enhanced stability, and user-friendly operation”, supported by digitalized LCA/cycle service data. For distributors and end factories, this initiative not only directly boosts equipment utilization and production efficiency but also indirectly enhances compliance with low-carbon standards while strengthening brand credibility. By aligning with your customer base and typical workpieces, prioritizing pilot trials and comparative evaluations on three production lines—LN4-11 and Octomill 06,335.98/335.14—typically yields quantifiable improvements in CNC machining productivity (CPL) within 2-4 weeks.